

T-MINTING LINE INGOT AND COIN MINTING LINE
A complete line of selected machinery and accessories, tailored for each production target.
From plate casting to packaging of minted bars and proof coins, T-Minting Line if the definitive answer for a consistently growing segment of the bullion & refining sector.
Which are the production steps of a minting line?
PLATE PREPARATION:
Metal casting and plate production by means of continuous casting furnaces:
The precious metal is melted and brought to plate shape. In this “preparation” phase we must keep 2 key elements in mind, namely the ingots (or coins) quantities we want to produce and their dimensions. As a matter of fact, the obtained plate is the base element for all subsequent mechanical working processes.



CALIBRATION OF THE PLATE THICKNESS
Mechanical rolling of the plate to reduce its thickness
The thickness of the metal plate coming from the casting department is reduced by subsequent passages through rolling mills.
The first step is a primary thickness reduction using rough hewing rolling mill, while the final calibration of the plate thickness is obtained by mean s of proper finishing rolling mills. Normally the finishing rolling mills are equipped with “mirror finish” cylinders and digital adjustment of the rolls gap.
The process is completed when the exact thickness specified of each denomination of coin or bar has been reached.
This is a crucial phase of the process, since a constant and calibrated thickness of the final metal plate will ensure minimal rejections in the blanking and stamping steps.
An annealing of the metal in controlled atmosphere furnaces is often carried out between the different rolling phases.

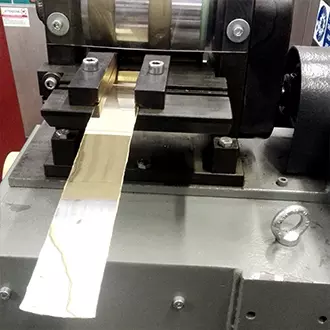
PLATE TRIMMING
Plate trimming to achieve the requested strip width.
The perfectly rolled plate is sent to a trimming machine where the desired width is obtained.
The shear or trimming machine is adjustable in order to assure a wide range of possible measures for the final strip.
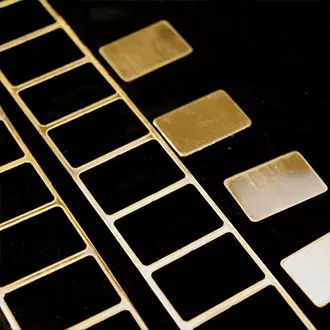
BLANKING
Production of coins or bar blanks with properly tooled blanking press.
This important step is carried out using a hydraulic blanking press.
The precious metal strip, already adjusted to its final thickness and width, is fed through a blanking press, which punches out round discs or rectangular bars called “blanks”.
The leftover strip, called webbing is recovered and re-melted for further use.
FINISHNG, WASHING AND DRYING THE BLANS
Due to the effect of mechanical punching the blanks have rough edges.
Such rough edges (or burrs) are removed by processing the blanks into tumblers with proper media compounds, and finally they are washed in ultrasonic machines, rinsed and dried.
T-Minting line includes a wide range of finishing units according to the overall plant sizing.

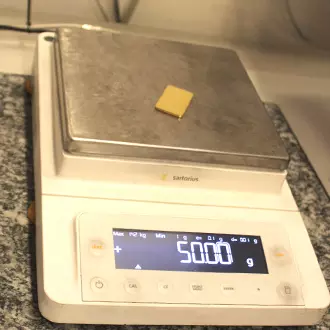
WEIGHING AND WEIGHT ADJUSTMENT OF THE BLANKS
Blanks weight checking and eventual weight adjusting.
The blanks are weighted over high precision electronic scales. Eventual under-weight are sent back to the melting dept, while over-weight are processed to remove the metal excess.
The percentage of non-conforming blanks (under or over-weight) gives the line reliability. If each of the production step is carried out using appropriate machinery and with a properly trained operator, such percentage will be very low.
COIN/BARS MINTING
COIN/BARS minting using hydraulic press
The blanks obtained in the previous working phases are ready to be stamped and brought to their finished shape.
By means of powerful hydraulic presses, tooled with finely crafted stamping dies, the blanks is minted into a beautiful coin, having the best characteristics of finishing look, weight accuracy and quality.
For ultra-light production it is possible to mint coins and bars in one strike tooling the press with appropriate progressive stamps.


PACKAGING
Coins and /or bars are packed into high quality blisters, having each one its certification and different grades of tracing electronic systems, available upon request.
CONTACT US
ASK FOR MORE INFORMATION
TERA AUTOMATION S.R.L.
Via Romena, 7/9 - Loc. Porrena
52014 Poppi (AR) - Italy
Phone: +39 0575536625
Fax: +39 0575539851
E-mail: tera@tera-automation.com
TERA WORLDWIDE
USA: New York
INDIA: Mumbai
TURKEY: Istanbul
THAILAND: Bangkok
SPAIN: Barcelona
RECOMMENDATIONS















